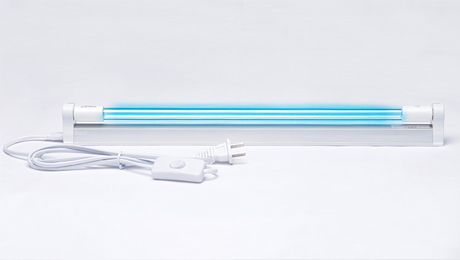
应用领域
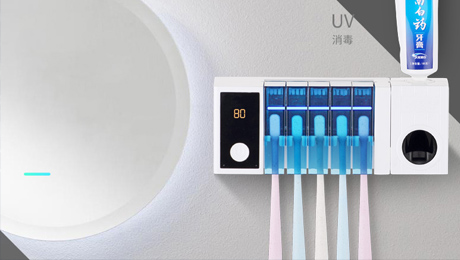
万华电光源专业为中央空调、冰箱、空气净化器、水处理设备、牙刷消毒器、饮水机、光催化废气处理设备等环保设备企业和家电企业提供各种紫外线灯管。
大U型汞齐灯
热阴极H管大U型紫外线灯管
热阴极大U型紫外线灯管
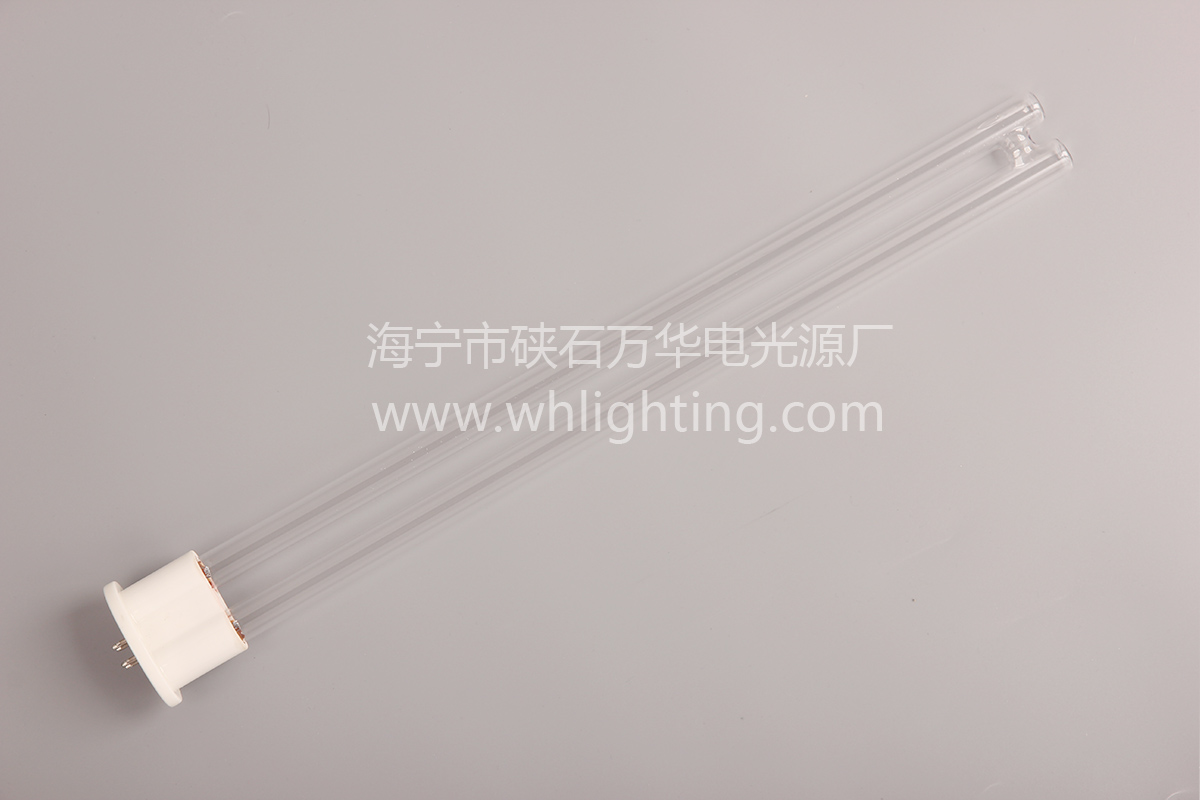
热阴极H管 2G7紫外线灯管
热阴极双端单针紫外线灯管
热阴极双端双针直管
222nm陶瓷头
222nm紫外线杀菌灯
WH30W-120
海宁市硖石万华电光源厂
海宁市硖石万华电光源厂 地处长江三角洲经济圈的前沿、观潮胜地、皮革之都 —— 海宁 。 在全国最大的经济核心区中,我们东邻上海,西、北分别与人间 天堂苏、杭相邻,沪杭甬高速公路横贯其间,交通和信息沟通的便携,为本厂之 发展提供了良好的前景!
紫外线灯的应用
海宁市硖石万华电光源于2001年初开始组织力量研究高强度、长寿命...
紫外线(UV)的基本常识
紫外线(ultravidet radiation:UV)是一种肉...
杀菌灯在医疗系统,空气消毒机中的应用
在医疗系统,空气消毒机有成熟稳定的市场,由于针对手术室、病房,细...